§ 29. Автоматическая и полуавтоматическая сварка труб под слоем флюса
- § 26. Общие сведения о дуговой сварке
- § 27. Оборудование для питания сварочной дуги
- § 28. Ручная дуговая сварка стыков трубопроводов
- § 29. Автоматическая и полуавтоматическая сварка труб под слоем флюса
- § 30. Газовая сварка металла
- § 31. Основные требования к сварке трубопроводов в зимних условиях
- § 32. Кислородная резка металла
- § 33. Подготовка элементов санитарно-технических систем под сварку
- § 34. Техника безопасности при сварочных работах
Наиболее современный вид сварки — автоматическая сварка электрической дугой, горящей под слоем флюса. Внедрение автоматической сварки под слоем флюса обеспечивает высокое качество сварных швов и в значительной степени увеличивает производительность труда по сравнению с ручной дуговой сваркой.
Автоматическую сварку труб производят сварочным автоматом, который подает электродную проволоку к дуге и одновременно сам передвигается с заданной скоростью вдоль свариваемого шва, перемещая электрод по свариваемому стыку. Такой автомат называется сварочным трактором. Наиболее удобны для сварки труб переносные сварочные тракторы ТС-17МУ, ТС-32, СТ-3, АДС-500 и др.
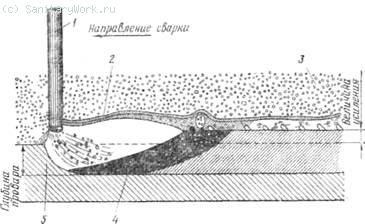
Рис. 60. Схема процесса автоматической сварки под слоем флюса:
1 — электрод, 2 — расплавленный флюс, 3 — слой флюса, 4 — ванна расплавленного металла, 5 — металл трубы
Сущность процесса автоматической сварки под слоем флюса (рис. 60) заключается в следующем. Сварочная дуга между концом электрода 1 — голой сварочной проволоки, подаваемой к месту сварки, — и свариваемым металлом 5 (трубы) горит под слоем сыпучей смеси определенного состава, называемой флюсом 3. Флюс из бункера насыпается впереди дуги в разделку шва. В месте сварки плавятся электрод, металл трубы и часть флюса. Расплавленный металл электрода и металл трубы сплавляются вместе, образуя ванну 4 расплавленного металла сварного шва.
Расплавленный флюс отделяется от жидкого металла, образуя на поверхности шва плотный слой, который защищает металл от контакта с воздухом. Основное количество флюса остается на поверхности в виде сыпуч чей массы, препятствующей быстрому охлаждению шва, Неиспользованный флюс отсасывается в бункер,