Деформировать можно трубу из любого материала. Но согнуть изделие с соблюдением заданных размеров и характеристик удастся только в том случае, если оно достаточно пластично. Гибка труб осуществляется как ручным способом, так и на специальном оборудовании. Для создания изгиба есть два метода – «горячий» и «холодный». Последний вариант можно реализовать для небольших изделий из мягких, податливых материалов. Чугунные трубы подвергнуть холодной деформации нельзя.
Нагретые сталь или чугун, не говоря уже о меди и алюминии, становятся на порядок пластичнее, согнуть их в таком состоянии можно одними руками без применения станка.
Способы гибки труб
- Квадратных
Тонкостенные и толстостенные профильные трубы сгибают путем сварки. Определяют радиус и длину закругления, а болгаркой режут три поперечных пропила. После трубу сгибают, а места с пропилами заваривают.
- Пластиковых
Пластиковые трубы согнуть очень сложно даже на станке, ведь поливинилхлорид не является пластичным материалом, величина его жесткости не позволяет изделию удерживать согнутую после деформации форму. ПВХ-изделия при нагреве выше 250˚С не просто потеряют свою первоначальную форму, они расплавятся и растекутся по поверхности.
- Металлопластиковых
Если труба содержит армирующий алюминиевый пояс внутри, деформировать изделие «холодным способом» вполне возможно.
- Алюминиевых
Для пластичных меди и алюминия можно использовать метод наматывания. Сначала трубу наполняют песком или солью, заполняют водой и охлаждают (смесь внутри должна замерзнуть). Это делают для того, чтобы труба после наматывания сохранила свою форму профиля.
Затем на твердый круглый калибр наматывают трубу, изгиб получается достаточно ровным (середина гнется, а края удерживаются). Методика имеет свой минус: большое количество обрезков-отходов. Даже для медных труб нужен большой рычаг. Получая согнутый отрезок посередине, по краям остаются отходы — части трубы, находящиеся в держаке.
- С дорном
Дорном называют механическую часть станка для гибки труб. Составной дорн обрабатывает изделия с небольшой площадью поперечного сечения.
Чтобы получить элипсообразный, дуговой или S-образный изгиб, трубу размещают на стержне-дорне и изгибают под заданным углом.
Метод деформации на опорах
В основном используется для жестких материалов.
Сначала трубу устанавливаются на две точечные опоры (под центральной частью опоры нет).
Затем в центр изделия наносят удары, под действием которых труба изгибается. После трубу сдвигают в нужном направлении, продолжая формировать изгиб.

Минусы данного метода очевидны: следы ударов не проходят бесследно, поперечное сечение уже не будет иметь первоначальной формы, а «лишний» металл будет собираться «в гармошку» внутри сгиба. Устранить дефект можно путем удаления части металла на сгибе с помощью ножовки и сварочного аппарата. Ножовкой делают надрезы в месте сгиба, а затем заваривают швы. Этот метод считается довольно грубым, используется в крайних случаях.
Вальцовка
Может осуществляться методом радиусного прокатывания и методом обмотки по шаблону. Для профилей сложных конфигураций существует индивидуальная оснастка для гибки.
Устройство для сгиба имеет в своей конструкции два ролика, закрепленных на станине, которые протягивают заготовку. Прижимной ролик перемещается и задает радиус изгиба. В простых моделях используется прижимной ролик с ручным приводом, в более сложных – с пневмо- и гидроприводом.
- Холодным способом деформируют трубу под разным углом. Это делается с помощью специальных механизмов (они могут быть ручными и электрическими).
- Механическая гибка труб может быть выполнена обкаткой или гидравлической деформацией.
- Для труб с большим диаметром используют пружину из стальной проволоки (с толщиной до 4 мм и длиной равной длине изгибаемого участка). Пружину помещают вовнутрь трубы и на болванке выполняют сгиб.
- Станки используют, если в сгибе нуждаются трубы с наружным диаметром от 32 до 76 мм. Для труб с диаметром больше 76 мм существуют станки с током высокой частоты.
- Для создания незначительного изгиба необходимый участок нагревают до 900˚С и создают радиус ручным трубогибом.

Нержавеющая гибкая труба
Понадобится в том случае, если проложить коммуникации нужно в обход конструктивного элемента или участка.
Используя такой вариант, можно выполнить разводку системы водоснабжения и проложить кабель, соорудить систему «теплый пол» или проложить вентиляцию. Отвод дыма (через дополнительный канал к основному дымоходу) и соединение коммуникаций, расположенных на разной высоте, также можно осуществить с помощью гибких труб.
Гибкая нержавеющая труба имеет массу достоинств. Она прочна, долговечна, устойчива к агрессивным воздействиям и перепадам температур. Эксплуатировать ее можно на открытом воздухе и внутри бытовых или производственных помещений. Соединяются гибкие трубы с помощью фитингов, инструментом служит разводной ключ.
В гибкие трубы ПВХ прячут провода всех видов. При этом для коммуникации становятся защищенными от влаги и грызунов. Возможна также скрытая проводка на участках любой сложности. Трубы данного типа могут иметь армирующий каркас, который усиливает прочностные характеристики.

Гибкие газовые трубы из нержавейки дают возможность подсоединить счетчик без использования сварки. Труба хорошо гнется, но внутри нее не появляются напряжения сжатия, а потому возникновение микротрещин исключено. Иногда, придав трубе соответствующую форму, ее используют вместо радиаторов отопления.
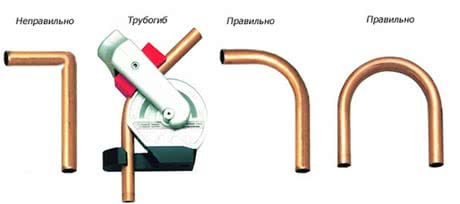
В ходе ремонта или строительства часто возникает необходимость изогнуть профильную или круглую трубу под определенным радиусом. Можно сделать это своими руками, если обработать нужно 1-2 трубы. В серийном и массовом производстве понадобится трубогиб – специальный станок для деформации трубных изделий.