Сварка – самый надежный способ соединения трубопровода. Но если раньше таким методом могли стыковаться только металлические изделия, то сегодня он доступен и для соединения пластиковых.
Что такое сварка труб?
Это пайка пластиковых и металлопластиковых изделий. Металлические водоводы соединяют, как бы накладывая шов на место стыка. При большом диаметре и большой толщине операция это нелегкая и требует немалого опыта. Да и работать со сварочным аппаратом непросто, тем более в домашних условиях: требуется специальная защита, причем не только оператора, но и защита стен и пола, аппарат мощный и потребляет немало электроэнергии, работа занимает много времени и так далее.
Иное дело пайка пластиковых изделий: обработка кромки здесь простая, материал легкий и прекрасно режется, а, главное, отличается низкой температурой плавления. Здесь при сварке края трубопровода, прошедшего разделку, соединяются всей поверхностью и буквально образуют одно целое. Защита очень проста – хлопчатобумажные перчатки, так как изделия, все же, нагреваются выше 100 С.

Технология пайки такова:
- подготовка кромок трубы – очистка, срезание под углом и так далее;
- подготовка аппарата – насадки, соответствующие диаметру соединяемых деталей, закрепляют на сварочную машину. Аппарат нагревается до тех пор, пока не достигнет установленной температуры. Для разных изделий температура разная, о чем обязательно упоминается в инструкции;
- на одну насадку надевают фитинг, которым соединяются водоводы, на другую – трубу. Детали должны сидеть достаточно плотно, а, главное – с одинаковой плотностью;
- элементы прогревают указанное в инструкции время. При нагреве допускается небольшое смещение детали, чтобы добитсья равномерного прогревания пластика;
- затем детали снимают и насаживают трубу на фитинг на необходимую длину. Нужно следить за тем, чтобы не было смещения деталей по оси;
- детали удерживают указанное в инструкции время. Временной промежуток зависит от материала и толщины стенок изделия.

Инструменты и материалы
Разделка кромок трубы и пайка потребуют следующих инструментов:
- сварочный аппарат с набором необходимых насадок – в зависимости от мощности прибора набор насадок будет разный. Самый простой включает до 5 насадок для самых популярных диаметров. Как правило, для домашнего мастера этого оказывается достаточно;
- режущий инструмент – лучше всего с делом справляются специальные ножницы для пластиковых водоводов, однако резать можно и ножовкой, и пилкой с мелкими зубцами. Допускается даже обычный нож;
- наждачная бумага – для обработки острых краев;
- рулетка и маркер для отметок – последний используют для обозначения на фитинге глубины насадки.
Что такое разделка труб?
Весь процесс подготовки изделий к пайке называют разделкой. Сам процесс занимает минимум времени, обработка кромки, как правило, требует больше старания и времени. Здесь важно добиться правильной формы края и не допустить смещения.
Обработка кромки трубы проводится следующим образом и никакой специальной защиты не требует.
- Отмеряют нужную длину изделия и отрезают. Наждачной бумагой или пилкой для железа зачищают острую кромку.
- Если сваривается металлопластиковый трубопровод, то необходимо специальное устройство для обрезки: нужно удалить верхний пластиковый слой и средний алюминиевый на всю длину фитинга. Свариваются только пластиковые части.
- После обрезки край изделия должна быть точно перпендикулярна оси. В противном случае смещение кромок при сварке труб неизбежно.
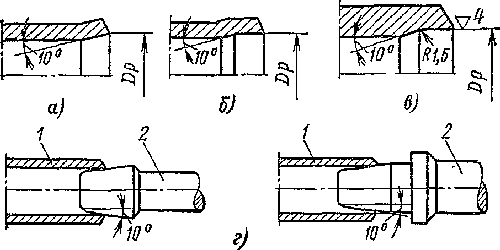
- Подготовка кромок труб под сварку включает скашивание наружной кромки под углом в 30–45 градусов. Сделать это можно обычным ножом, но надежней использовать специальное приспособление – труборез. Для водоводов с диаметром более 4 см, такая обрезка под углом становится обязательной. Таким образом предупреждаются задиры при соединении с фитингом. Края не должны быть острыми.
- Водоводы с диаметром более 4 см нужно проверить на овальность.
- С трубопровода перед пайкой соскабливают верхний слой по всей длине фитинга: такая обработка позволяет улучшить сцепление деталей.
- Соединяют трубу и фитинг, на поверхности водовода маркером обозначают метку. Изделие после разделки должно стыковаться легко, но плотно. Нельзя вдвигать водовод до упора, должен оставаться небольшой зазор.
- Края обязательно обезжиривают.
На видео процесс подготовки водоводов к пайке представлен со всеми подробностями.